Endalkachew Mosisa Gutema1, Mahesh Gopal1 and Hirpa G. Lemu2,*
1 Department of Mechanical Engineering, College of Engineering and Technology, Wollega University, Nekemte P.O. Box 395, Ethiopia
2 Faculty of Science and Technology, University of Stavanger, N-4036 Stavanger, Norway
* Correspondence: hirpa.g.lemu@uis.no
Abstract
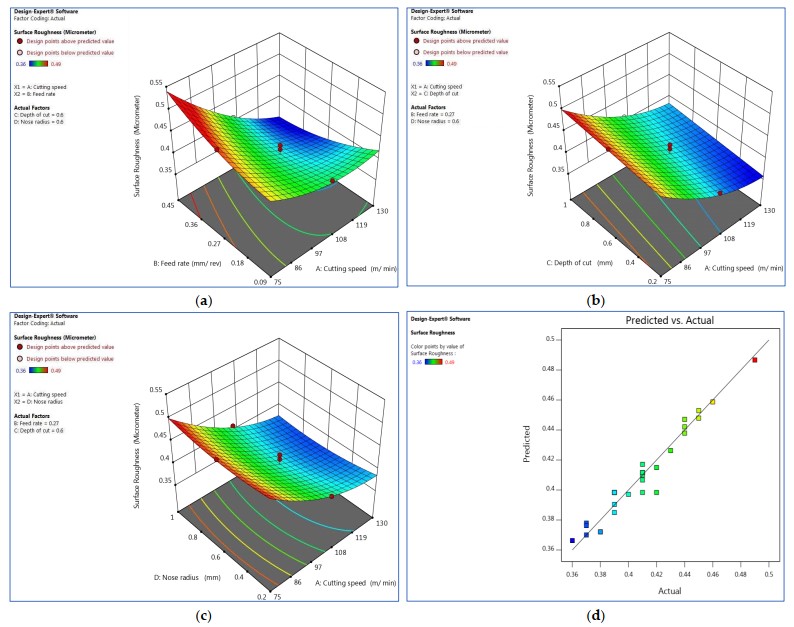
Aluminum alloy is the second most abundant metal on Earth, known for its wide range of utilization in commercial goods due to its heat capacity and tensile strength. This study examines the effect of nose radius on the turning process. Further, it explores the implications of cutting parameters such as the cutting speed, the rate of feed, the cutting depth, and the nose radius of the tool. The trials were carried out with an Al 6061 workpiece and an Al2O3-coated carbide tool as the cutter, utilizing the response surface methodology. A mathematical model was developed to investigate the performance characteristics of the turning operation using the analysis of variance method. The multi-response desirability function analysis combines individual desirability values to create a composite desirability value. The ideal parameter levels were determined using the composite desirability value, and the significant influence of parameters was assessed. The obtained optimum surface roughness and temperature parameters are at a cutting speed of 116.37 m/min, a rate of feed of 0.408 mm/rev, a cutting depth of 0.538 mm, and a tool nose radius of 0.20 mm. The related ideal surface roughness and temperature values are 0.374 µm and 27.439 ◦C. The optimal overall desirability value is 0.829, close to the target response. Download Full-Text Here![]()
Keywords: cutting speed; aluminum 6061; response surface methodology; rate of feed; ANOVA; cutting depth; desirability function; tool nose radius